









Bocal de alimentação de pó
1. Bocal de alimentação de pó coaxial de três/quatro vias: o pó é expelido diretamente pelas três/quatro vias, convergindo em um único ponto. O ponto de convergência é pequeno, a direção do pó é menos afetada pela gravidade e a direcionalidade é boa, sendo adequado para restauração a laser tridimensional e impressão 3D.
2. Bocal de alimentação de pó coaxial anular: O pó é introduzido por três ou quatro canais e, após tratamento de homogeneização interna, é expelido em um anel, convergindo. O ponto de convergência é relativamente amplo, porém mais uniforme, sendo mais adequado para fusão a laser com pontos de grandes dimensões. É indicado para revestimento a laser com ângulo de inclinação de até 30°.
3. Bocal de alimentação de pó lateral: estrutura simples, baixo custo, instalação e ajuste convenientes; a distância entre as saídas de pó é grande, proporcionando melhor controle do pó e da luz. No entanto, o feixe de laser e a entrada de pó são assimétricos e a direção de varredura é limitada, o que impede a geração de uma camada de revestimento uniforme em qualquer direção, tornando-o inadequado para revestimento 3D.
4. Bocal de alimentação de pó em forma de barra: o pó entra por ambos os lados e, após ser homogeneizado pelo módulo de saída, sai em forma de barra, concentrando-se em um ponto para formar uma faixa de pó de 16 mm x 3 mm (personalizável). A combinação dessas faixas permite o reparo a laser de superfícies em grandes formatos, aumentando significativamente a eficiência.
alimentador de pó
Principais parâmetros do alimentador de pólvora de cano duplo
Alimentador de pólvora modelo: EMP-PF-2-1
Cilindro de alimentação de pó: alimentação de pó com cilindro duplo, controlável independentemente por PLC.
Modo de controle: alternância rápida entre os modos de depuração e produção.
Dimensões: 600 mm x 500 mm x 1450 mm (comprimento, largura e altura)
Tensão: 220 VCA, 50 Hz;
Potência: ≤1 kW
Tamanho das partículas do pó que podem ser enviadas: 20-200 μm
Velocidade do disco de alimentação de pó: regulação de velocidade contínua de 0 a 20 rpm;
Precisão de repetição na alimentação de pó: <±2%;
Fonte de gás necessária: Nitrogênio/Argônio
Outros: A interface de operação pode ser personalizada de acordo com as necessidades.


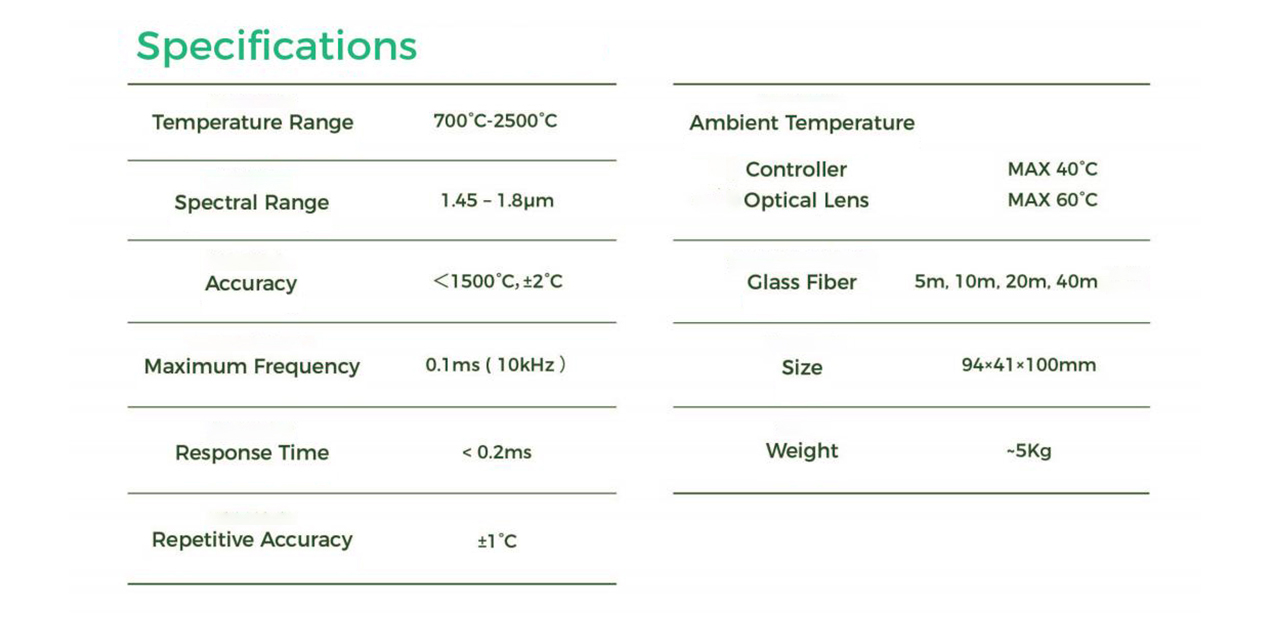
Pirômetro a laser
O controle de temperatura em circuito fechado, como têmpera a laser, revestimento e tratamento de superfície, pode manter com precisão a temperatura de endurecimento de bordas, saliências ou furos.
A faixa de temperatura de teste é de 700℃ a 2500℃.
Controle em malha fechada, até 10kHz.
Pacotes de software poderosos para
configuração, visualização e processo
armazenamento de dados.
Terminais de E/S industriais com E/S digital de 24 V e analógica de 0-10 V para linhas de automação.
integração e conexão a laser.
Vantagens do revestimento a laser


Aplicações de revestimento a laser
●Na indústria automotiva, como válvulas de motor, ranhuras de cilindro, engrenagens, sedes de válvulas de escape e algumas peças que exigem alta resistência ao desgaste, resistência ao calor e resistência à corrosão;
●Na indústria aeroespacial, alguns pós de liga são aplicados na superfície de ligas de titânio para solucionar o problema das desvantagens dessas ligas, como o alto coeficiente de atrito e a baixa resistência ao desgaste;
●Após o tratamento da superfície do molde na indústria de moldes por revestimento a laser, sua dureza superficial, resistência ao desgaste e resistência a altas temperaturas são significativamente melhoradas;
●A aplicação da técnica de revestimento a laser para cilindros na indústria siderúrgica tornou-se muito comum.
parâmetro
Princípio de funcionamento do revestimento a laser
Ao adicionar materiais de revestimento na superfície do substrato e usar um feixe de laser de alta densidade de energia para fundi-los com a fina camada na superfície do substrato, forma-se uma camada de revestimento com ligação metalúrgica na superfície do substrato.
Precisamos saber
Se você deseja saber se a soldagem a laser é adequada para você, precisa informar os seguintes pontos:
1. De que material é feito o seu produto? Que material precisa de revestimento?
2. Para informações sobre o formato e tamanho do produto, o ideal é fornecer fotos;
3. Suas necessidades específicas de processamento: posição de processamento, largura, espessura e desempenho do produto após o processamento;
4. Necessidade de eficiência no processamento;
5. Qual é o requisito de custo?
6. O tipo de laser (fibra óptica ou semicondutor), a potência e o tamanho do foco desejado; se é um robô de apoio ou uma máquina-ferramenta;
7. Você está familiarizado com o processo de revestimento a laser e precisa de suporte técnico?
8. Existe algum requisito preciso para o peso da cabeça de revestimento a laser (especialmente a carga do robô deve ser considerada ao suportar o robô)?
9. Qual é o prazo de entrega exigido?
10. Você precisa de revisão (revisão de suporte)?







